
- Model: VK-TFS-005U
- Napájanie: AC220V 50/60HZ jednofázové
- Spotreba energie: 2,6 kW
- Pracovný tlak vzduchu: 0,6 MPa
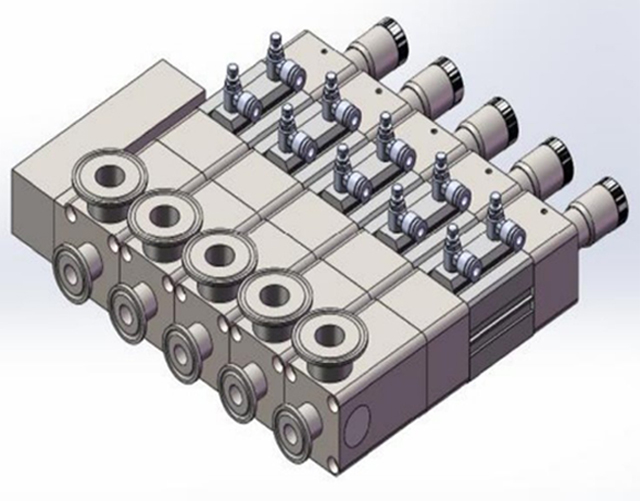
- Plniaca pumpa: 5 súprav keramických pumpičiek
- Vhodný materiál: Esencia alebo produkty podobné vode
- Vhodný materiál trubice: PE (najprv je potrebné prijať vzorky prúžkovej trubice na testovanie strojom)
- Rozsah plnenia: 0,3-10ml Presnosť plnenia: ±0,5%
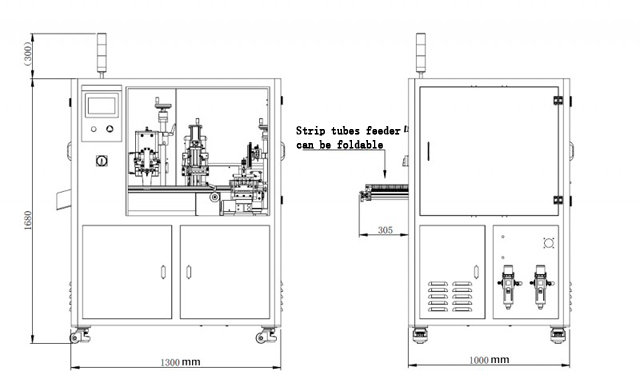
- Max. Dĺžka tesnenia: 140 mm Max. výška: 120 mm
- Kapacita: 15-20 pásikov trubice/min
- Rozmer: 1300*1300*1950mm
- Veľkosť balenia: 1450 * 1350 * 1890 mm
- Celková hmotnosť: 514 kg
- HS kód: 84223090
Stroje na uzatváranie plastových rúrok sa používajú vo výrobnej linke na hermetické utesnenie plastových rúrok obsahujúcich rôzne tekuté alebo gélové produkty vrátane potravinárskych prísad, kozmetiky, lepidiel a farmaceutických krémov a liekov.
Plastové rúrky sú utesnené mnohými spôsobmi v závislosti od typu materiálu rúrky a produktu obsiahnutého v rúrke. Metódy tesnenia zahŕňajú teplovzdušné tesnenie, ultrazvukové tesnenie, impulzné tesnenie a možnosti tesnenia horúcimi čeľusťami.
Napríklad kompozitné rúrky sú vyrobené z kombinácie tenkých hliníkových a plastových materiálov, ktoré sú navzájom vrstvené, aby vytvorili silnú, flexibilnú rúrku. Tieto typy túb sa bežne používajú ako tuby na zubnú pastu, čo sú pravdepodobne najobľúbenejšie typy túb, ktoré si spotrebitelia každý deň kupujú v obchodoch a supermarketoch.
Základné parametre

- Model: VK-TFS-005U
- Napájanie: AC220V 50/60HZ jednofázové
- Výkon: 2,6 kW
- Pracovný tlak vzduchu: 0,6 MPa
- Plniaca pumpa: 5 súprav keramických pumpičiek
- Vhodný materiál: Esencia alebo produkty podobné vode
- Vhodný materiál trubice: PE (najprv je potrebné prijať vzorky prúžkovej trubice na testovanie strojom)
- Rozsah plnenia: 0,3-10ml
- Presnosť plnenia: ±0,5%
- Max. Dĺžka tesnenia: 140 mm
- Max. výška: 120 mm
- Kapacita: 15-20 pásikov trubice/min
- Rozmer: 1300*1300*1950mm
- Veľkosť balenia: 1450 * 1350 * 1890 mm
- Celková hmotnosť: 514 kg
- HS kód: 84223090
- Telo stroja: nehrdzavejúca oceľ 304#
Pracovný proces plnenia a tesnenia rúr
Prázdne skúmavky sa prenášajú do stroja na plnenie rúr s otvoreným koncom a držia sa v zásobníku na automatické plnenie do plniaceho stroja. V niektorých prípadoch môžu byť rúrky s otvoreným koncom pridané do plniacich strojov ručne pre menšie série a výrobu skúšobných vzoriek. Niektoré výrobné linky používajú vysokorýchlostné robotické stroje na nakladanie rúrok do pukov plniaceho stroja.
Keď je trubica umiestnená vzpriamene s otvoreným koncom nahor do puku, do otvoreného konca trubice sa spustí dýza, aby sa do trubice vháňal ionizovaný vzduch, aby sa odstránili nečistoty, ktoré sa potom odstránia vákuom.
Skúmavka je potom pripravená na naplnenie a tryska sa spustí do otvoreného konca tuby, aby sa produkt nadávkoval čisto, pričom sa udržiava približne na úrovni produktu v tube, aby sa zabránilo kontaktu s produktom a udržala sa tesniaca oblasť náplne. trubica je čistá a bez akéhokoľvek striekania produktu.
Keď je tuba naplnená správnym množstvom produktu, bude presunutá do stroja na uzatváranie plastových rúrok, kde sa horúci vzduch opatrne fúka okolo otvoreného konca tuby, aby sa plast zmäkol.
Rúrka bude potom utesnená, kde tesniace čeľuste spoja teplé plastové steny rúrky dohromady. Pretože koniec trubice bol zahriaty horúcim vzduchom, dve steny sa zvaria, pričom obe strany budú držať spolu a trubica bude uzavretá.
Čeľuste na zváranie za horúca môžu byť často vybavené meniteľnými znakovými pečiatkami na vytlačenie kódu šarže, dátumu vytvorenia alebo dátumu spotreby do/exspirácie do zalisovaného plastového tesnenia.
Rúrka bude potom orezaná, kde sa odreže akýkoľvek prebytočný plast z tesnenia, aby sa tuba zanechala čistý estetický vzhľad a povrchová úprava. Hotové rúrky potom môžu prejsť kontrolou pred zabalením do akéhokoľvek ďalšieho balenia, ako sú škatule alebo značkové obaly.
Hlavné časti:

Dotykový panel: WEINVIEW, Čína Taiwan
Fotoelektrický spínač: Omron, Japonsko
Stroj PLC: Mitsubishi Japan
Dotykový displej a PLC keramických čerpadiel: Coolmay China
Servomotor a vodič: Lichuan China
Krokový motor a ovládač: Leadshine China
Valec a solenoidový ventil: AirTac TaiWan
Vlastnosti



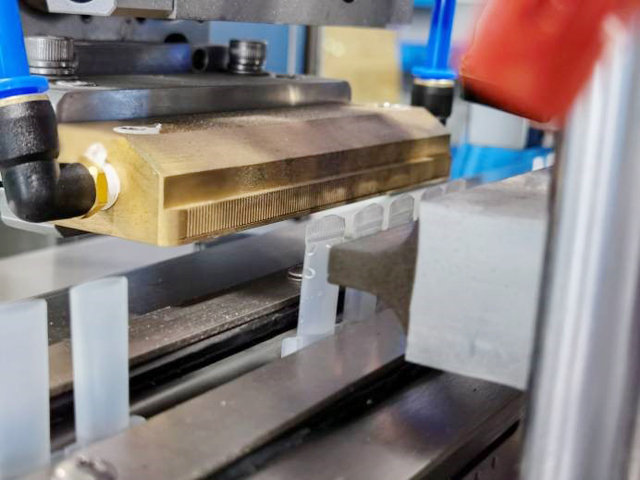
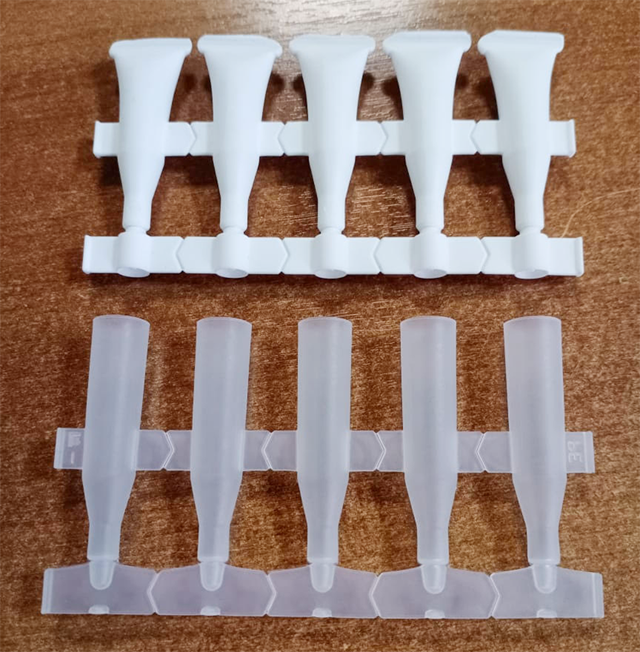
- Stroj je špeciálne navrhnutý pre rúrky 5 v 1, vhodný pre hromadnú výrobu rúr 5 v 1.
- Ručné podávanie trubice, automatické plnenie, tesnenie, orezávanie koncov.
- Prijíma technológiu ultrazvukového tesnenia, nie je potrebný čas zahrievania, stabilnejšie a úhľadnejšie tesnenie, žiadne skreslenie a nízka miera odmietnutia menej ako 1%.
- Nezávislý výskum a vývoj pre digitálnu ultrazvukovú automatickú elektrickú riadiacu skrinku, nie je potrebné manuálne nastavovať frekvenciu, s funkciou automatickej kompenzácie výkonu, čím sa zabráni zníženiu výkonu po dlhom používaní. Mohol voľne nastaviť výkon na základe materiálu a veľkosti trubice, stabilnej a minimálnej chybovosti, predĺžiť životnosť ako bežná elektrická skrinka.
- PLC s ovládacím systémom dotykovej obrazovky, ktorý poskytuje priateľský prevádzkový zážitok.
- Vyrobené z nehrdzavejúcej ocele 304, odolnosť voči kyselinám a zásadám, odolnosť proti korózii.
- Štandardne vybavený peristaltickým systémom plnenia čerpadla, vysokou presnosťou plnenia a vhodným na plnenie kvapalín.
- Žiadna trubica, žiadna náplň, žiadna trubica, žiadna funkcia tesnenia, čím sa znižuje strata stroja a formy.
- Systém indexovania vačky mohol presne umiestniť šesť pracovných staníc.
Vzorky


Ako funguje ultrazvukové zváranie (tesnenie)?
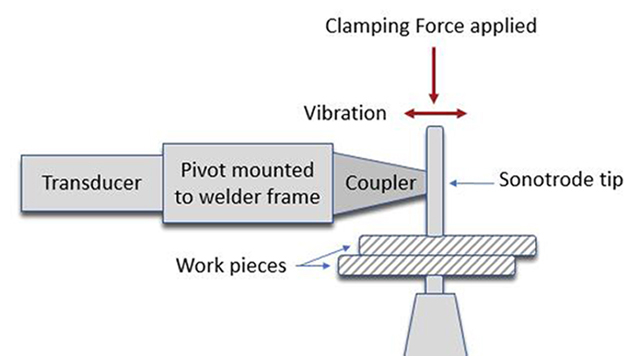
Ultrazvukové zváranie je proces, ktorý sa používa na spojenie dvoch plastových častí dohromady, aby sa vytvorila pevná, hotová zostava. Proces sa opiera o vysokofrekvenčné (ultrazvukové) vibrácie, ktoré sa generujú a aplikujú na diely cez húkačku. Zváranie nastáva, keď sú vibrácie absorbované v rozhraní medzi dvoma časťami, čím vzniká trenie a dochádza k roztaveniu plastu. Ultrazvukové vibrácie sú generované radom komponentov, vrátane napájacieho zdroja, meniča, zosilňovača a klaksónu, ktorý v konečnom dôsledku dodáva mechanické vibrácie dielom.
Úlohou napájacieho zdroja je previesť prichádzajúce sieťové napätie (pri 50 alebo 60 Hz) na novú frekvenciu. Táto elektrická energia sa potom posiela do konvertora, ktorý, ako už názov napovedá, premieňa elektrickú energiu na mechanické vibrácie. Menič pozostáva z piezoelektrických keramických kotúčov, ktoré sa rozťahujú a sťahujú rýchlosťou dodávanej elektrickej energie. Veľkosť vibrácií sa označuje ako amplitúda, termín, ktorý sa stáva veľmi dôležitým pri špecifikácii ultrazvukového systému pre danú aplikáciu. Vibrácie sa potom prenášajú cez zosilňovač, ktorý zvyčajne zvyšuje amplitúdu o vopred určený násobok, tiež známy ako zisk. Nakoniec je výstupná amplitúda zosilňovača prenášaná cez klaksón, kde sa potom môže dodávať do plastových častí. Kombinácia meniča, zosilňovača a klaksónu sa bežne označuje ako ultrazvukový zásobník.
Na prenos vibrácií do dielov je zväzok umiestnený v ovládači, mechanickom systéme, ktorý aplikuje ďalší kritický prvok ultrazvukového zvárania: silu. Pohon môže pozostávať z pneumatického valca alebo iných prostriedkov na ovládanie na poháňanie stohu nadol k dielu. Aktuátory často obsahujú ďalšie snímače a zariadenia, ako sú lineárne snímače alebo snímače zaťaženia, ktoré poskytujú spätnú väzbu počas zvárania. Akčný člen poháňa klaksón dole k dielu a aplikuje silu, kým sa nedosiahne spúšťacia sila; v tomto bode sa aplikuje ultrazvuk. Vibrácie sa potom prenesú do dielov, kde sa zamerajú na trojuholníkovú guľôčku materiálu – známu ako „riaditeľ energie“ – ktorú možno považovať za obetnú taveninu vo zvarovom spoji. Akonáhle sa materiál roztaví, ultrazvukové vibrácie sa ukončia a pohon pokračuje v tlaku, kým plast nestuhne a nevytvorí sa pevné spojenie. Celý proces zvárania, od začiatku do konca, je zvyčajne dokončený za jednu až dve sekundy.
Ako už bolo spomenuté, jedným z najdôležitejších prvkov ultrazvukového zvárania je amplitúda (vibrácie), ktoré zásobník poskytuje. Dôvodom je, že určité plasty vyžadujú väčšiu amplitúdu na zváranie ako iné. Amorfné polyméry (ABS, polykarbonát, polystyrén) majú tendenciu vyžadovať nízku amplitúdu, zatiaľ čo semikryštalické (nylon, polypropylén) vyžadujú podstatne väčšiu amplitúdu na zváranie.
Skúsený aplikačný inžinier môže vždy pracovať na určení správnej frekvencie a výberu nástrojov pre danú zostavu a typ materiálu.
Ultrazvukové zváranie je široko akceptovaná montážna metóda v plastikárskom priemysle pre rôzne aplikácie montáže komponentov na všetkých hlavných trhoch: zdravotníctvo, B&CE, automobilový priemysel, spotrebiče, netkané textílie, obaly a ďalšie. Medzi výhody ultrazvukového zvárania patrí krátky čas cyklu, vysokopevnostné spoje a eliminácia prídavných materiálov (tj lepidiel). Pri zvažovaní, či je ultrazvukové zváranie vhodné pre danú aplikáciu, je najlepšie poradiť sa so skúseným aplikačným technikom, aby určil vhodnú metódu montáže.

Môže sa vám páčiť
 Peristaltické čerpadlo s dávkovacím uzáverom kvapalín pre esenciálny olej
Peristaltické čerpadlo s dávkovacím uzáverom kvapalín pre esenciálny olej- Automatický kozmetický balzam na pery na rúž spodnej nálepky
- Poloautomatický pneumatický stojanový stroj na plnenie sáčkov na šťavu
- Automatický plniaci stroj na váženie arašidového masla s lineárnym vedierkom
- Monoblokový stroj na plnenie malých kvapkových fliaš na uzatváranie uzáverov
- Prispôsobená monobloková malá fľaša E na plnenie kvapalín na uzatváraciu linku
- Automatický obojstranný stroj na ovíjanie plochých okrúhlych fliaš
- Obojstranný štítkovací stroj na mydlo s plochým povrchom zhora nadol
- Automatický lineárny hasiaci prístroj na označovanie orientačných nálepiek
- Automatický stroj na označovanie vrchných nálepiek na karty Viečka viečok s podávačom









